 |
|||
|
|
|||
|
Page Title:
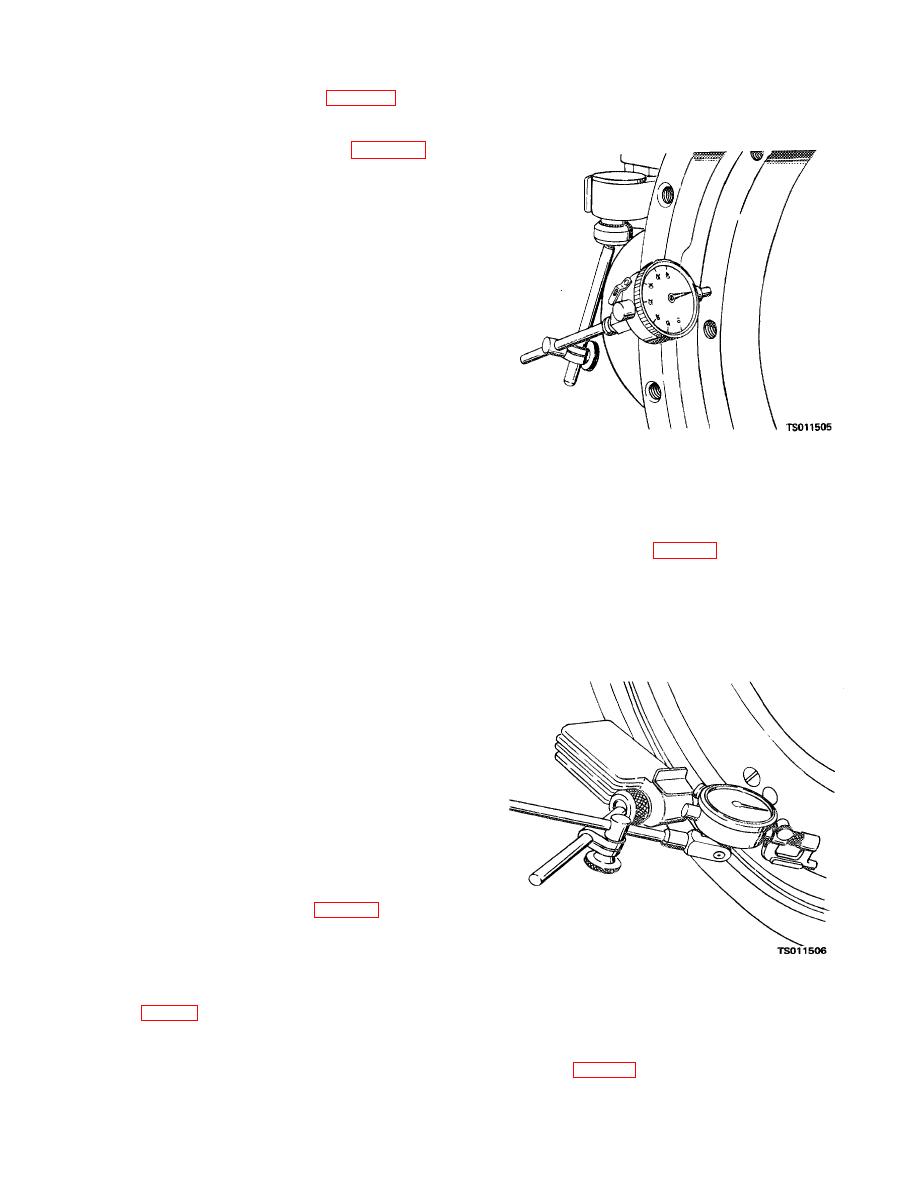
Figure 4-9. Checking flywheel runout. |
|
||
| ||||||||||
|
|
 TM 5-4320-234-34
Install the flywheel and recheck runout. If runout still
(1) Remove the six nuts (5, fig. 4-13) and
exceeds 0.008 inch (0.0200 cm) replace the flywheel.
lock washers (6) that secure the flywheel (7) and ring
gear (8) to the crankshaft (36); remove the flywheel.
(2) Remove the capscrews (11, fig. 4-21),
shoulder screws (13), and lockwashers (12 and 14) that
secure the flywheel housing (15) to the block (41);
remove the flywheel housing and gasket.
b. Cleaning, Inspection, and Repair.
WARNING
Clean all parts in a well-ventilated area.
Avoid inhalation of solvent fumes and
prolonged exposure of skin to cleaning
solvent. Wash exposed skin thoroughly.
Dry cleaning solvent (Fed. Spec. P-D-680)
used to clean parts is potentially dangerous
to personnel and property. Do not use near
open flame or excessive heat. Flash point of
solvent is 100 F. to 138 F. (38 C. to 59 C.).
(1) Clean the flywheel and flywheel housing
with cleaning solvent (Fed. Spec. P-D-680); dry
Figure 4-9. Checking flywheel runout.
thoroughly.
(2) Inspect the flywheel housing for cracks,
(4) Check flywheel eccentricity by mounting a
distortion, and damaged threads; replace a damaged
dial indicator so that it indicates the inside diameter of
flywheel housing.
the flywheel counterbore (fig. 4-10); rotate the crankshaft
(3) Inspect the flywheel for chipped,
through one revolution. If the flywheel is eccentric more
cracked, or broken teeth on the ring gear,
than 0.008 inch (0.0200 cm), loosen and retighten the
distortion, worn or out of-round bolt holes, and
flywheel mounting bolts and recheck eccentricity. If
other damage. If the ring gear is damaged,
eccentricity still exceeds 0.008 inch (0.0200 cm),
replace as follows:
replace the flywheel.
CAUTION
When you heat the ring gear, be careful not
to damage the flywheel.
(a) Heat the ring gear with a torch and
remove the ring gear from the flywheel.
(b) Heat the replacement ring gear and
cool the flywheel.
(c) Position the replacement ring gear on
the flywheel. As the ring gear and flywheel approach
the same temperature, the ring gear will contract to
achieve a tight fit on the flywheel.
c. Installation.
(1) Position the flywheel housing (15, fig. 4-
21) on the block (41); secure with shoulder screws (13),
capscrews (11), and lockwashers (12 and 14).
(2) Position the flywheel (7, fig. 4-13) on the
crankshaft (36); secure with six bolts (9), lockwashers
(6), and nuts (5). Tighten the nuts to 35 to 40
footpounds (4.8405 to 5.5320 kgm) torque.
(3) Check flywheel runout by mounting a dial
indicator so that it indicates the flat vertical surface of
Figure 4-10. Checking flywheel eccentricity.
the flywheel (fig. 4-9); rotate the crankshaft through one
full revolution. Hold pressure against the flywheel to
(5) Check runout of the flywheel housing face
eliminate crankshaft end play.
If flywheel runout
by mounting a dial indicator so that it indicates the
exceeds 0.008 inch (0.0200 cm), remove the flywheel
housing face (fig. 4-11); rotate the crankshaft through
and clean the crankshaft flange and flywheel seat.
4-12
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
