|
| |
TM 9-2330-398-24
4-1.
ENGINE ASSEMBLY REPAIR (continued).
9.
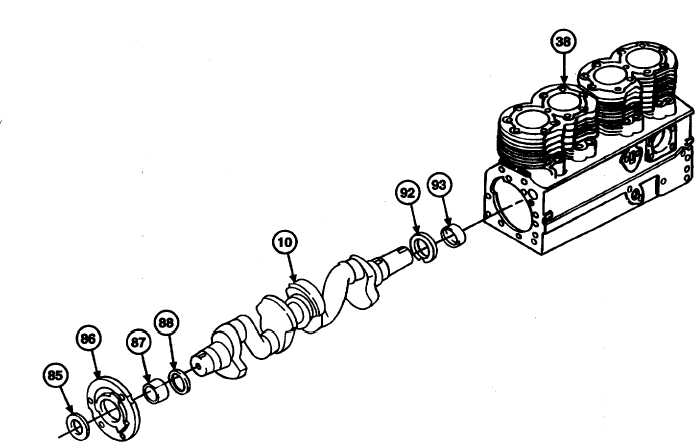
Heat cylinder block (38) and bearing plate (86) in a 325°F (163°C) oven for 30 minutes. Press front main bearing
(93) into place in cylinder block (38), aligning bearing housing oil holes.
10. Align oil holes in rear main bearing (87) and rear bearing plate (86), and press rear main bearing (87) into rear
bearing plate (86).
11. Install new seal (85) in rear bearing plate (86).
12. Install thrust washers (88 and 92) over end of crankshaft (10).
13. Oil bearing surfaces and install crankshaft (10) in cylinder block (38) from rear of crankcase through rear bearing
plate hole. Align slots in front thrust washer with locating pins.
NOTE
Install upper center bearing housing with side marked FRONT towards front main bearing.
4-23
|