|
| |
TM 10-4320-324-14
b. Repair.
(1) Rework cylinder liner seating on crankcase as
follows:
(a) Clean seating area and remove paint
residues.
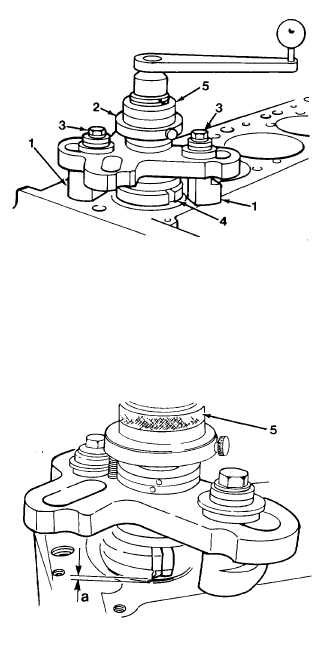
(b) Place support brackets (1) in position, mount
turning fixture (2), and tighten retaining bolts
(3) in such a manner that turning fixture is
still movable.
(c) Center refacing device and tighten bolts (3).
(d) Withdraw centering finger and slide tool
holder (4) out to diameter of cylinder seating
face.
CAUTION
DO NOT turn spindle counterclockwise when
reworking surface or refacing device will be broken.
Adjust feed carefully. A full turn (3600) of the
knurled nut feeds the tool holder inch (1.5 mm).
(e) By means of knurled nut (5), turn spindle of
turning device clockwise and adjust tool
holder (4) to face to be reworked.
(f) Move the tool holder (4) towards the middle
of the bore.
(g) Using knurled nut (5) set the tool over and
slightly beyond distance "a" to permit
satisfactory refacing.
6-49
|