|
| |
TM 55-2915-335-30&P
2-16. MOTOR COVER - lNSPECT/REPLACE (Cont)
2-16
c.
d.
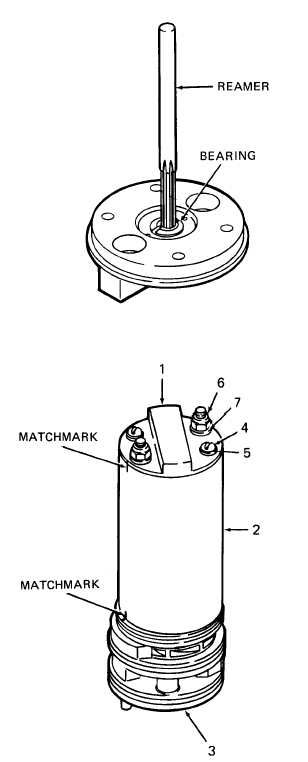
Check Bearing I.D. Using plug gage (Item 2, Ap-
pendix B, Section III) check bearing bore. If
0.3135 GO gage does not pass through bearing,
ream bearing as follows:
(1)
(2)
Install reamer (Item 1, Appendix B, Section
III) in drill press. Set drill press spindle speed
to between 560 and 690 RPM.
Lay motor cover flat on support plate of drill
press. With drill OFF, bring reamer down to
bearing. Center bearing bore to reamer.
NOTE
Make only one quick pass in and out of
bearing bore. If reamer is allowed to dwell
in bore, too much bearing material will be
removed.
(3)
(4)
Hold cover in place on support plate. Turn
drill press ON. Bring reamer down slowly to
top of bearing. Ream bearing to size with one
quick pass in and out of bearing bore.
Using plug gage (Item 2, Appendix B, Section
III) check bearing bore diameter D. If 0.3145
NO GO gage passes through bearing, replace
bearing.
TI INSPECT bearing and motor cover. Make sure
bearing diameter D is within dimensions specified,
and visually check to make sure bearing is fully
seated and not chipped or damaged.
5. COVER INSTALLATION
a.
b.
c.
2-48
Position pump cartridge up, as shown.
If reinstalling old cover on field tube, make sure
that matchmarks between field tube (2) and
cartridge housing (3) are in-line.
Hold cover (1) above field tube (2) with
matchmarks in-line. Turn brush holder to line up
screw holes in brush card with holes in cover.
GO TO NEXT PAGE
|