|
| |
TM 5-4320-306-24
4-13.
REPLACE/REPAIR CRANKCASE ASSEMBLY (Continued)
d
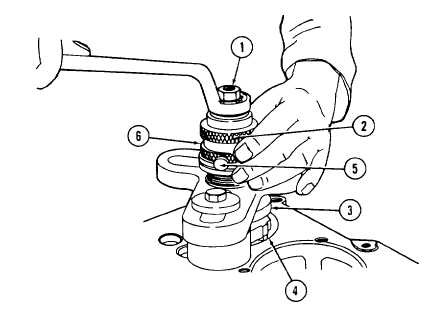
Turn spindle (1) and knurled nut (2) clockwise (viewing unit from top) until seat cutter and holder (3) just
contact cylinder seat (4) Lock knurled nut in place with setscrew (5).
CAUTION
Do not turn spindle counterclockwise. This will damage the cylinder seat and may damage the
crankcase bore. Turn only in clockwise direction as shown.
5
Turn spindle (1) clockwise to smooth, flatten, and reface cylinder seat (4) as necessary. Do not remove more
material than absolutely necessary.
6
After refacing cylinder seat (4), loosen setscrew (5), and turn knurled nut (2) counterclockwise to back seat cutter
and holder (3) away from cylinder seat (4). Withdraw seat cutter holder with positioning screw and remove
refacing tool (6).
7
If other cylinder seat also needs to be refaced, smoothed, and or flattened, repeat above process starting with
step 4.
NOTE
If cylinder seats are refaced, check piston top clearance when cylinder and cylinder head are
installed. If too much of the cylinder seat has not been removed, the difference in height can be
corrected with additional shims when the cylinder is installed. Follow procedure in paragraph 4-9.
4-115
|