|
| |
TM 5-4320-306-24
4-10. REPLACE/REPAIR PISTON ASSEMBLY (Continued)
7
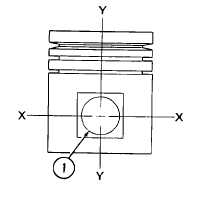
Measure piston pin bore (1) on X and Y axis with
precision bore gage. Measurement should be
1.3780 to 1.3782 inches (35.00 to 35.006 mm). If
bore measurement is larger than 1.3782 inches
(35.006 mm) or is out-of-round, replace piston.
This is also an indication of unusual wear. Check
cylinder in accordance with paragraph 4-9 and
also connecting rod in accordance with paragraph
4-11.
8
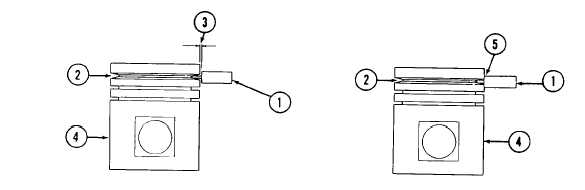
Measure axial clearance of trapezoidal ring groove with piston ring groove gage No. 130360 (1). Insert gage
into ring groove (2). If a gap (3) exists between the inserted gage and piston (4), the axial ring clearance is
0.1096 to 0.1104 inch (2 784 to 2.804 mm) and the piston is still usable. Do not replace piston If the gage
contacts the side of the piston with no gap (5), the axial ring clearance is too great and the piston must be
replaced.
9
Measure axial ring clearance of taper ring groove (1) with standard clearance gage (2). Measurement should
be 0.102 to 0.1028 inch (2.59 to 2.61 mm) If measurement is greater than 0.1028 inch (2.61 mm), replace piston
(3).
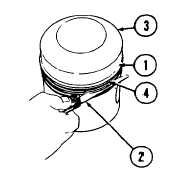
10
Measure axial ring clearance of oil control ring groove (4) with standard clearance gage (2). Measurement
should be 0.1980 to 0.1988 inch (5.03 to 5.05 mm). If measurement is greater than 0.1988 inch (5.05 mm),
replace piston (3).
4-75
|