|
| |
TM 5-4320-306-24
4-7. REPLACE/REPAIR VALVES, VALVE GUIDES, AND VALVE SEATS (Continued)
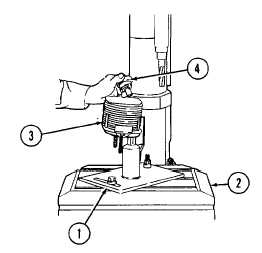
b. An alternate method to remove valve seat insert
rings is by using a drill press Position drill fixture
No. 122460 (1) on a drill press (2). Place
cylinder head (3) on drill fixture. Insert pilot pin
with drilling bushings No. 122461 (4) on cylinder
head (3)
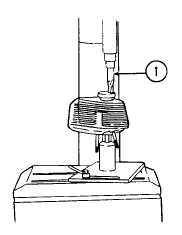
Drill out the valve seat insert rings using hard metal
milling cutter No. 122463 (1)
WARNING
Use care when handling heated parts.
NOTE
Valve seat insert rings are inserted and seated from bottom of cylinder
head which has been heated to 428° F (220'C).
c. Heat cylinder head to 4280 F (2200C) in furnace
4-52
|